玉环双山机械有限公司
Yuhuan Shuangshan Machinery Co. Ltd.为您提供全方面服务0576-81755168153 5567 8921全国24小时服务电话

玉环双山机械有限公司
Yuhuan Shuangshan Machinery Co. Ltd.
玉环双山机械有限公司
手机:15355678921
电话:0576-81755168
传真:0576-87119393
邮箱:yhzytools@163.com
地址:浙江省台州市玉环市清港工业园区
时间:2019-08-24 03:06:20 浏览次数:2048
与传统的机械手相比,多关节机械手能够掌握不同形状和不规则的工件.与传统机械手相比,它具有运动灵活、运动惯量小、通用性强等优点,能够较好地抓取基座附近的工件,并能绕过机体与工作机械之间的障碍物工作。传统的机械手采用继电器电气控制,由于其电路复杂、维护困难、可靠性差等特点,已不能满足机械手控制的需要。随着可编程控制器(PLC)的出现,这种问题可以得到解决。PLC控制具有结构简单、控制方便、可靠性高、编程简单、功耗低、改造方便等特点,能够高精度地完成工作。
轴承装配是轴承生产过程中的最后一个也是非常重要的环节,而轴承盖机是装配中较为复杂的一部分。在轴承装配线上使用机械手,通过PLC控制机械手的动作,完成轴承、封盖和工件转移的全过程,最后控制盖机完成封盖的全过程。图1-1是某以生产线上机械手的工作示意图。

图1-1 机械手的工作示意图
利用PLC控制电动机的转动和电磁阀的通断,电动机的转动来驱动机械手臂的左右旋转,电磁阀驱动气缸的升降控制机械手臂的上升和下降。多关节机械手的工作过程如图1-2所示:
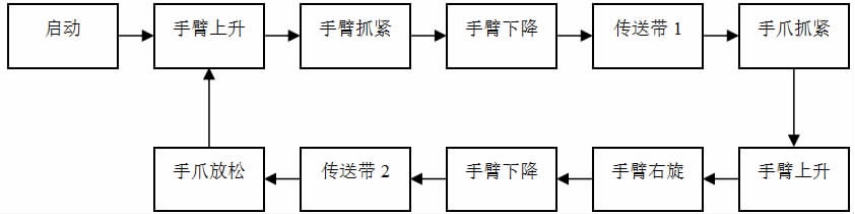
图1-2 多关节机械手简单工作过程示意图
按照控制系统的控制要求,在此系统中仅靠PLC主机是无法完成控制要求的,因此扩展了一个I/O和两个模拟量输入/输出模块,以及两个光电开关和一个可控电动机,控制系统的硬件框图如图2-1所示。

图2-1 控制系统的硬件框图
根据系统控制要求并从经济性和可靠性等方面考虑,选择西门子S7-200系列PLC作为此机械手控制系统的控制主机。三自由度工业机械手PLC控制系统总共有15个数字量输入,8个数字量输出,供需23点I/O口,根据I/O点数,选用了CPU224作为主机。同时扩展一个I/O模块,选用EM223输入/输出混合扩展模块中的4点输入/4出输出模块。由于需要测量每个手指的压力值,需要将传感器的值输入到PLC中进行判断,所以扩展两个模拟量模块,全部选用4路模拟量输入/1路模拟量输出的EM235模块。EM223和EM235只需要将排线插到主机及扩展模块的插槽上。
根据控制系统的功能要求,对PLC进行I/O及其他资源的分配,具体分配如下。
表2-1 数字量输入地址分配
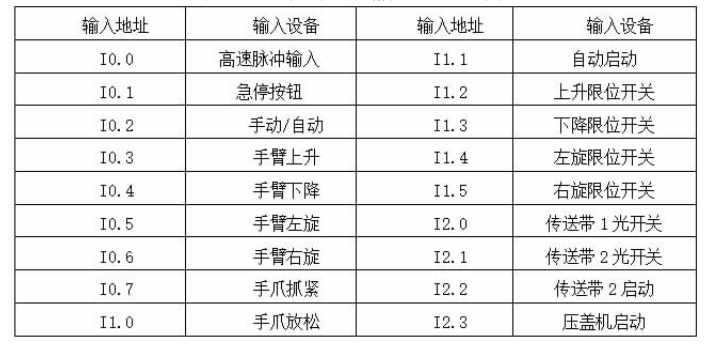
表2-2 模拟量输入地址分配
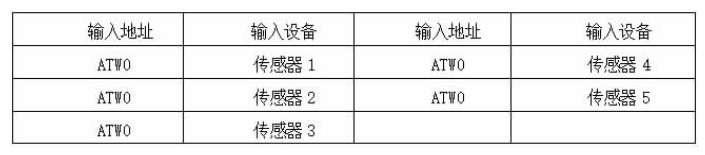
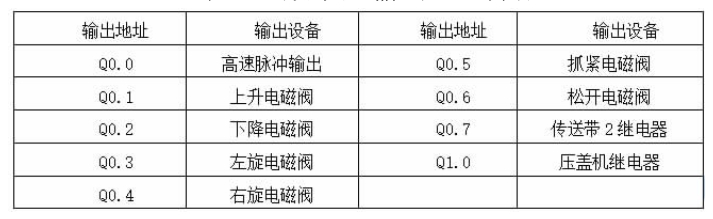
表2-3 数字量输出地址分配
要完成系统的功能除了PLC及其扩展模块之外,还需要各种限位开关、光电开关、传感器及编码盘等仪器设备。
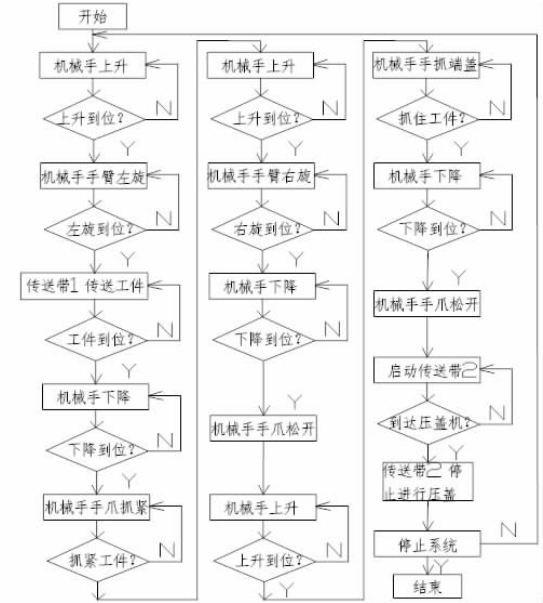
根据机械手动作和要实现的功能,多关节机械手控制系统流程图如图3-1所示。
控制系统的主程序,主要是对高速计数器和高速脉冲输出进行初始化。对于高速计数器,选用高速计数器HSC0,工作方式为模式0,输入口为I0.0。
对于高速脉冲输出控制,设置为脉冲输出方式,输出口为Q0.0。脉冲的输出设置为多段管线输出,本例中采用3段输出,完成设置的功能为:时间基准为μs级、不允许更新周期和脉冲数。
为了提高定位精度,手臂的左右旋转由步进电机控制,因此需要采用高速计数器和高速脉冲输出,比较输出脉冲数和接收脉冲数,定位准确,如果两者之间有偏差,则重传脉冲,最后到达设定位置。
多关节机械手控制系统传感器值1和传感器值2处理子程序,是针对传感器采集值传递给PLC处理子程序,由于机械手爪在每次加工过程中,需要移动两个工件,对于不同的工件,爪的强度不同,为了防止过大的抓地力,造成对工件的损坏,设置两种不同的压力对比。
在多关节机械手的工作过程中,机械爪严格按一定的顺序运行,可根据工艺流程方便地设计顺序控制指令。当下一个操作开始执行时,前一个操作中的所有组件都被重置为初始状态,从而降低了误操作的可能性。

玉环双山机械有限公司 备案号:浙ICP备14026957号-2
电话:0576-81755168 传真:0576-87119393
邮箱:yhzytools@163.com
地址:浙江省台州市玉环市清港工业园区
浙ICP备14026957号-2


